
预混合饲料是配合饲料的核心,一般包括6、7种微量元素,15种以上的维生素,2种氨基酸,1~2种药物及其它添加剂(抗氧化剂和防霉剂等),虽然仅占配合饲料的0.5%~5%,但对动物生产性能的提高、饲料转化率的改善以及饲料的贮存都有很大的作用。预混料不仅在配方设计中体现出相当的技术含量,而且在原料进料、计量混合、成品包装储藏、除尘等加工工艺方面具有较高的要求,其质量好坏直接关系到饲料产品的质量和安全。
1 预混料加工基本工艺要求
预混料具有原料品种多、成分复杂、用量相差悬殊、理化性能差异大、物料粒度细且许多物料具有毒性等特点,大大增加了其加工的复杂性,其工艺主要有以下要求。
① 工艺流程应简短。生产预混合饲料的工艺要抓住两个环节,一是精确配料,二是均匀混合,完成这两个生产工序后,最好不要再经输送,直接打包,以减少成品的分级,防止交叉污染。
② 配料精度要求高。预混合饲料的原料品种多,配比量相差大,称量精度要求达到:微量成分0.01%~0.02%,中量成分0.03%~0.05%,常量成分0.1%,载体0.25%。因此在工艺上一般设置3~4个配料点,每一个配料点称同一种重量等级的原料,量大的用大秤,量小的用小秤。
③ 混合均匀度要求高。混合机的混合均匀度变异系数(CV)不得大于5%,最好采用大开门出料门,减少机内残留,残留量应小于100 g/t ,以减少微量组分的污染。
④ 原料活性保护。各种饲料添加剂的性质和作用各不相同,相互间容易产生化学反应而影响其活性,配伍关系复杂,应最大可能地保护活性成分的活性。
⑤ 设备耐腐蚀。预混合的原料多数为活性物质,对设备的腐蚀很强,除载体、稀释剂和非活性物质外,其余与活性物质相接触的设备均应采用耐腐蚀的不锈钢制造。
⑥ 粉尘控制。预混料粒度细,在生产的很多环节都会产生粉尘,粉尘问题是预混合饲料厂安全生产和环保工作的重点,必须采取有效措施对粉尘进行控制。各设备或连接处应密封,在各微量组分配料点、投料点、打包点、人工操作区和成品库内,都应配有相应的吸风罩、吸风口,除尘设备应选择性能较好的除尘器。
2 预混合饲料主要加工工艺
我国预混合饲料厂大多都不进行原料处理,所需的原料如维生素、抗生素、微量元素、载体等都是由专门从事这方面原料加工的企业来提供,不需要配备原料预处理工序,如粉碎、干燥等,因此,我国预混料加工工序主要包括原料接收、清理、配料、混合、打包、除尘等。按照配料的自动化程度,将预混合饲料加工工艺分为三类:人工配料、载体与常量成分自动配料、全自动配料。
2.1 人工配料加工工艺
我国中小型预混料加工企业目前主要采用人工配料加工工艺,根据原料的上料方式不同,分为全部原料由电动葫芦上料和载体与常量成分斗提机上料两种,具体工艺流程如图1所示。
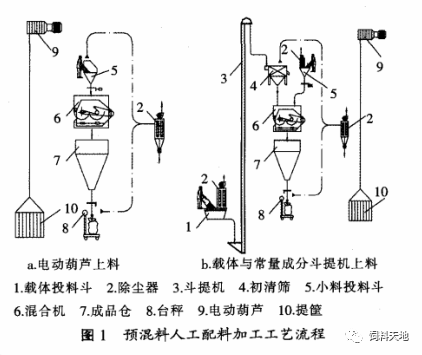
由工艺流程图可以看出,采用图1a加工工艺,所有原料全部由人工搬运到提筐内,经电动葫芦提升到投料平台上,再由人工搬出,按配方要求投入到混合机中,目前许多小型预混料加工企业采用此工艺。采用图1b加工工艺,载体与常量成分经人工按每批物料的配比投入到斗提机的投料斗内,斗提机直接提升并经初清筛去除杂质后,进入到混合机中,中量及微量成分由人工搬运到提筐内,经电动葫芦提升到投料平台上,再由人工搬出,按配方要求投入到混合机中。工艺b与工艺a 相比,设备投资稍大一点,但对于产量较大的预混料企业,可以大大降低工人的劳动强度。
人工配料是一种最为简单的预混料加工形式,混合机架在一定高度的平台上,配料、进料、开机、停机和出料均由人工操作,具有灵活方便、投资低的优点,但存在费时、劳动强度大、生产环境差、易造成人为失误等缺点。
2.2 载体与常量成分自动配料加工工艺
随着预混料加工业的发展和国家对饲料安全的重视,许多中、大型预混料加工企业对原有的工艺设备进行了更新升级,载体与常量成分采用自动配料,维生素和微量元素经人工配料、预混合后,再由人工投入到混合机中。具体工艺流程如图2所示。
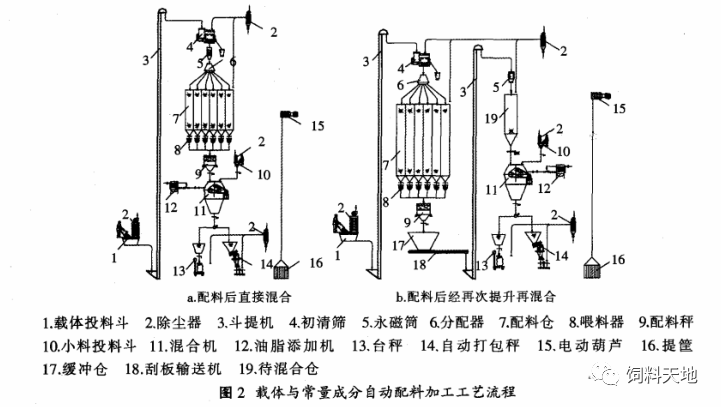
由工艺流程图可以看出,采用图2a加工工艺,载体与常量成分经自动配料后直接落入混合机,与人工配料添加到混合机的维生素、微量元素预混料充分混合,混合好的物料落入成品仓直接打包。图2b加工工艺与图2a相比,载体与常量成分自动配料后须经斗提机提升到待混合仓,再与人工配料添加的维生素、微量元素预混料混合,这样有利于大幅度降低生产车间的高度,但由于增加了水平和垂直输送设备,不仅设备投资相对增加,还增大了产品间交叉污染的可能性。
由于该工艺重量占80%左右的载体与常量成分采用自动配料,成品采用自动打包,与人工配料加工工艺相比,工艺配置比较完善,可以降低工人的劳动强度,改善工作环境,提高配料精度和工作效率。
2.3 全自动配料加工工艺
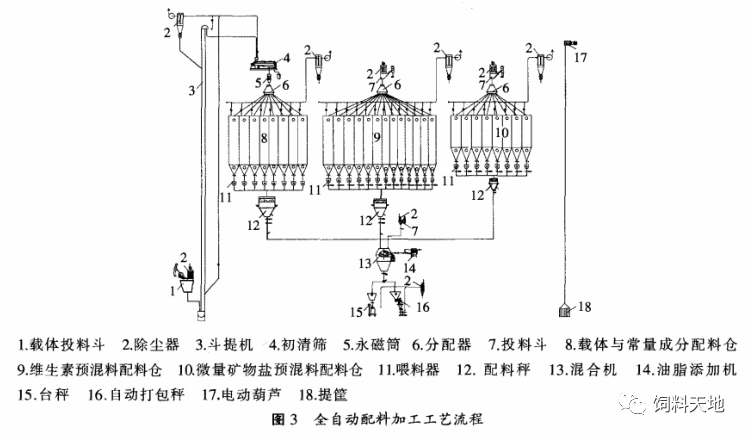
全自动配料加工工艺根据原料的用量大小、物料的物理化学性质等将配料系统分为四部分:载体与常量成分自动配料系统、维生素预混料自动配料系统、微量矿物盐预混料自动配料系统和小剂量微量元素及其它微量添加剂人工配料添加系统。具体工艺流程如图3所示。
本工艺具有流程科学、合理、实用,路线简短,物料按类专线输送,避免了物料间的交叉污染;配料工艺自动化程度高,保证了较高的精确度;各除尘点分别处理,使粉尘得到很好的控制。本工艺投资成本较高,适合于大型预混合饲料加工生产线。
3 预混合饲料加工工艺发展趋势
配料精度和准确性、混合均匀度、残留和交叉污染、粉尘控制等是预混合饲料生产中的重大问题,也是人们最关心的问题。微量添加剂组分配料精度,人工配料失误控制,无残留或低残留混合、输送、仓储设备研究开发,无交叉污染的预混合饲料生产工艺技术,生产车间粉尘控制技术等是预混合饲料加工急需解决的关键工艺技术。
3.1 配料精度和准确性
为了保证预混合饲料配料精度和准确性,电子微量配料秤在发达国家饲料生产中早已推广使用,只是对一些药物和极微量添加剂采用人工称重添加,我国微量成分都是通过人工称重、稀释放大后再自动配料或直接投入混合机中。采用电子微量配料秤,不仅可以提高预混合饲料的配料精度和准确性,还能够降低工人的劳动强度,改善工人的工作环境,但由于各种添加剂品种多、用量少、某些原料具有腐蚀性,还有许多药物具有专一性,要求微量配料秤的精度高、称量范围小、防腐蚀、易清理、无残留。国内在电子微量配料秤制造方面与国外还有很大差距,而进口微量配料秤造价较高,且有些微量配料秤性能不稳定,致使国内使用电子微量配料秤的企业很少。
3.2 人工配料失误控制
针对添加剂预混合饲料生产中微量组分人工配料添加容易出错、称量精度难以有效控制以及生产管理困难等许多实际问题,国外将条码技术应用在微量组分的计量、配料和投料控制,通过条码技术来保证微量组分添加过程的准确性。国内在微量组分配料、添加方面均是通过加强小品种添加工人的责任心和岗位职责及操作规范进行管理和质量控制,完全是一种基于人的管理监督机制。
3.3 残留和交叉污染控制
国内载体与常量成分的输送以斗式提升机和U 型刮板输送机为主,配套设施简单,运行费用少,投资成本低廉,但相对而言它的残留较高,交叉污染较严重,需要经常清理。在国外,目前使用前景较好的是高压高浓度低速气力输送系统,它使用范围广泛,残留很少,交叉污染小,不需要经常清理,既解决了分级问题,又解决了积料污染问题,是其它输送形式无法比拟的,但此系统配套设施多,运行费用高,投资成本高很多。目前使用量在逐渐增加。
3.4 粉尘控制
粉尘问题是预混合饲料厂特别是中小企业急需解决的问题,应在每一个投料口、打包口、斗提机卸料处进行独立吸风除尘,边除尘、边回收,如果采用集中除尘,回收料要单独存放,特殊处理。每个配料仓都必须设吸尘点,配料秤与混合机之间应有回风装置。
4 小结
目前国内预混合饲料加工工艺差异较大,繁简不一,效果也各不相同,在保证配料精度和准确性及混合均匀度的前提下,必须解决好残留问题、交叉污染问题、粉尘问题。大型预混合饲料加工技术是未来我国预混料生产的关键,也是我国全面提高预混合饲料生产科技水平,保证其产品品质及改善预混合饲料加工厂生产环境的社会需求。

-
[07-01]
-
[06-24]
-
[06-03]
-
[05-12]
-
[04-25]
-
[01-24]
-
[12-24]
-
[12-09]
-
[12-05]
-
[10-12]


